

















河南坤威:皮帶輸送機滾筒質量的要求?
發布時間:2023-02-27 作者:河南坤威機械制造有限公司 tag標簽:
河南坤威為您介紹以下內容: 根據產品類型選擇合適的安裝方式;非接觸式滑動開關應安裝在遠離強電磁干擾的地方,并用金屬蓋住。滑差報警值的設置應在實際測量后設置;每個皮帶輸送機的速度參數通常是不同的,實際的帶式運行速度也會受到皮帶輸送機的安裝方式和結構的影響,所以每個輸送機都要逐一設置。機器滑動開關的動作報警值。 ??
有些產品在皮帶輸送機啟動時可以自動避免低速狀態:輸送機啟動時,由輸送機帶動滑塊開關。滑動開關通電一段時間后,開始正常檢測帶速。嘗試顯示實際速度和遠程顯示。傳送速度信號的產品。 ??
通過安裝轉向開關和滑動開關,可以有效降低輸送帶故障的可能性,減少停機時間,更好地保護運輸設備和人員。 ??
根據皮帶輸送機的實際移動速度,選擇與測量范圍相對應的產品;正常情況下,當皮帶輸送機正常運行時,帶速約為2.5—4m/s,滾筒轉速約為50—300rpm。同時,除了比較滾筒的速度和輸送帶的速度,比較滑動開關的類型外,選擇皮帶輸送機啟動時可以自動避免低速狀態的產品。由于煤炭輸送帶的打滑報警實際上是低速報警,因此在輸送機啟動時應將打滑報警屏蔽。可采用輸送帶啟動時延檢測方法(即輸送帶啟動后延時一段時間,帶式輸送機到達輸送帶后,啟動滑塊開關的工作功率。)正常速度),但實現起來比較麻煩。
河南坤威為您介紹以下內容:
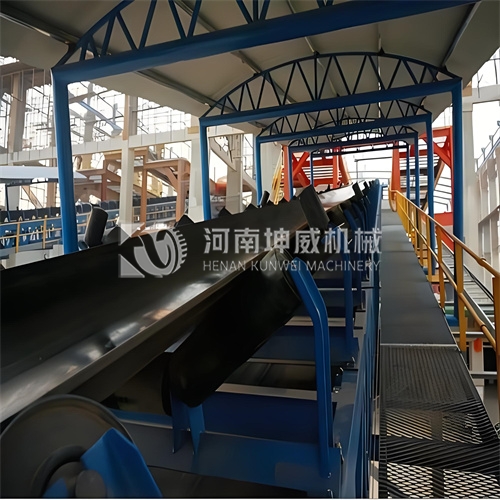
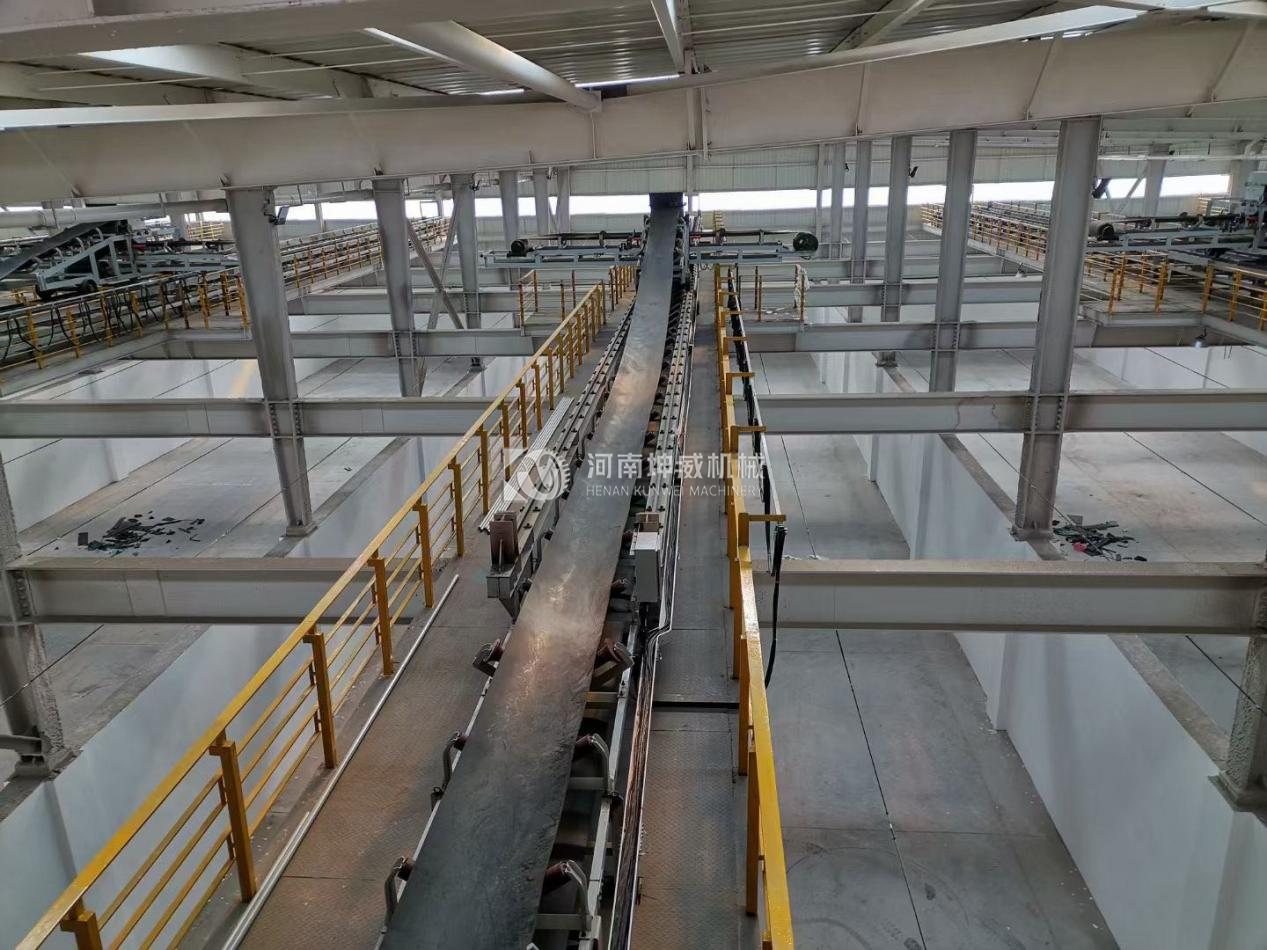
托輥組分平型式和槽型式兩種,一般情況下托輥組與組之間的距離不能太遠,根據實踐情況而定,托輥組的中心線應與運送機架的中心線垂直,視點的過失不能大,盡可能做垂直。槽型皮帶運送機托輥組的平托輥要平,斜托輥的斜度要一起,不然試機時皮帶簡略跑偏。為處理作業后的跑偏,托輥支架兩端的設備孔加工成長孔,使托輥組可移動,就簡略調整了。皮帶輸送機頭部和尾部滾筒的設備,頭部一 般設備驅動滾筒,尾部設備被逼滾筒,驅動滾筒和被逼滾筒的軸中心線應與運送機機架的中心線垂直。
設備時將頭部滾筒和尾部滾筒的軸承座的固定孔相對應的機架上的固定孔做成長型跑道孔,以便設備后調整,假定皮帶兩端的松緊度不一致,導致運送帶向緊的一側移動跑偏,呈現這種情況,能夠經過調整頭尾部滾筒的軸承座的前后方位來處理。運送帶的接口要平直。一般運送帶的接口方法有兩種:①是膠粘 法;②是釘皮帶扣法。要求運送帶接口兩端要齊,切斷線和皮帶中心線要垂直咱們用釘皮帶扣機釘皮帶時,因為皮帶寬,分二、三次才調釘完一個接口,導致沒釘直,效果設備后呈現皮帶跑偏,更大跑偏處在接 口處接口作業到什么地方跑偏就發生在什么地方。從頭再釘好皮帶扣后這個問題就處理了。
皮帶運送機在建材等作業是一種志趣的運輸設備,所以被廣泛選用,但因為它的作業環境惡劣,呈現皮帶跑偏的原 因就相對比較多,因此需求咱們在日常作業中,要常常查看,發現問題及時處理,不斷總結經驗,把握發生缺點的原因和規矩,找出相應的處理計劃,為企業正常出產和翻開作出更大的奉獻。
返回
有些產品在皮帶輸送機啟動時可以自動避免低速狀態:輸送機啟動時,由輸送機帶動滑塊開關。滑動開關通電一段時間后,開始正常檢測帶速。嘗試顯示實際速度和遠程顯示。傳送速度信號的產品。 ??
以上就是坤威機械為大家整理《河南坤威:皮帶輸送機滾筒質量的要求?》的全部內容了,(以上內容僅供參考,具體情況需要具體分析,并不適用于所有現場。如有問題概不負責。)如果想了解更多關于輸送機的知識,請撥打我們的電話進行聯系吧
本文標題:河南坤威:皮帶輸送機滾筒質量的要求?
本文作者:河南坤威機械制造有限公司


 豫ICP備2020032919號-6
豫ICP備2020032919號-6